Contractor Training Portal
Access the full Alchatek contractor training library.
Access the full Alchatek contractor training library.
"Magic glue," explained: the chemistry that makes foam expand, why product properties like viscosity, cell structure, and density decide which resin wins each job, and the field realities behind the spec sheet. Taught by Ammad Hashmi and Landon Feese.
After this module, you'll be able to explain what happens chemically when foam kicks, read a TDS like an operator instead of a chemist, and reason from first principles about which product belongs on which job — the foundation every other module builds on.
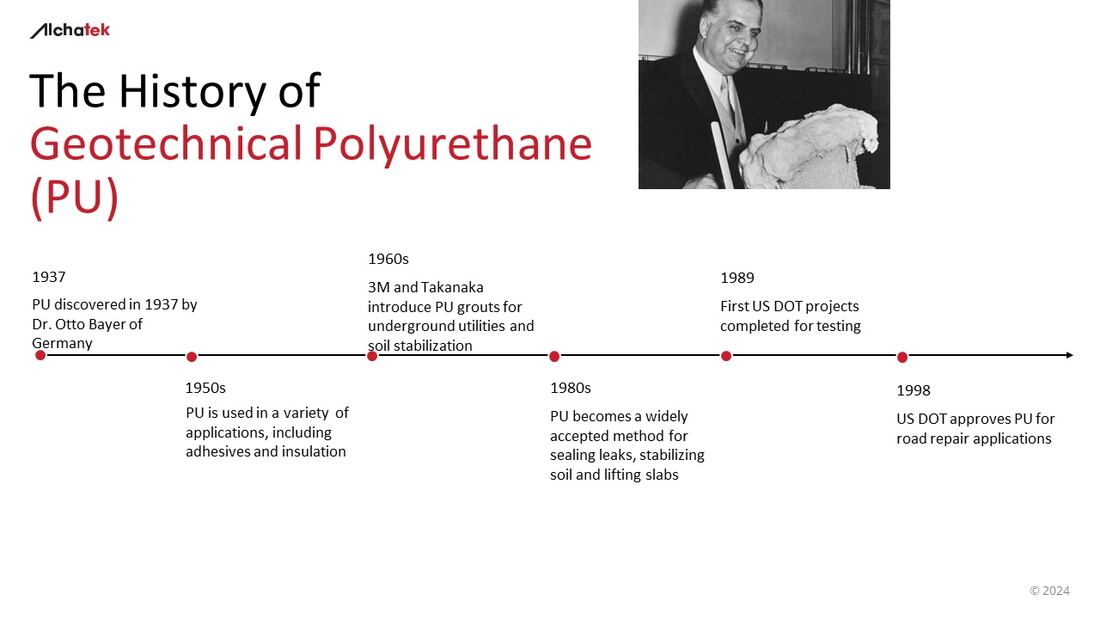
Polyurethane is younger than the interstate system: Dr. Otto Bayer discovered it in 1937 in Germany. The 1950s brought spray foam; the 1960s, adhesives, insulation, and the first PU grouts for underground utilities and soil stabilization (3M and Takenaka). By the 1980s it was a widely accepted method for sealing leaks, stabilizing soil, and lifting slabs; the first US DOT projects completed testing in 1989, and in 1998 the US DOT approved polyurethane for road repair applications.
That last date matters on sales calls: the materials you're injecting aren't experimental — they've been DOT-approved infrastructure repair for decades.
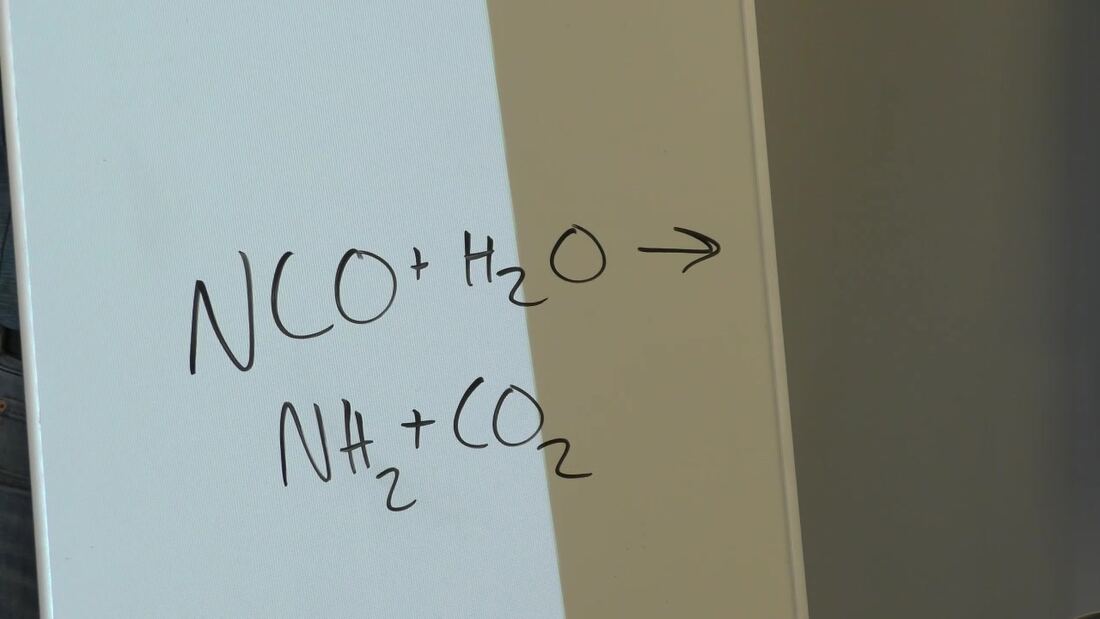
Every Alchatek product runs on the same chemistry: the isocyanate group (NCO) reacts with water (H₂O), producing the cured polymer — polyurethane — and releasing carbon dioxide. That CO₂, trying to escape a liquid that's becoming a solid, is what blows the bubbles. The foam you see rising in a cup is gas generation racing against polymerization.
Understand that one line and half the field behavior makes sense: why moisture kicks single-component resins, why ISO and humidity don't mix in your equipment, and why temperature (which speeds the reaction) changes set times on every TDS table.
Not all foam expands the same way. Some products on the market use refrigerant blowing agents — dissolved gases that boil off to create bubbles. The catch: those agents slowly escape the drum during storage. The foam from the top of a drum set expands beautifully; by the bottom, expansion sags — same product, inconsistent results.
Every Alchatek foam is water-blown — the blowing agent is generated by the reaction itself, so the last gallon expands like the first. For you, that means yield math you can trust across a whole order.
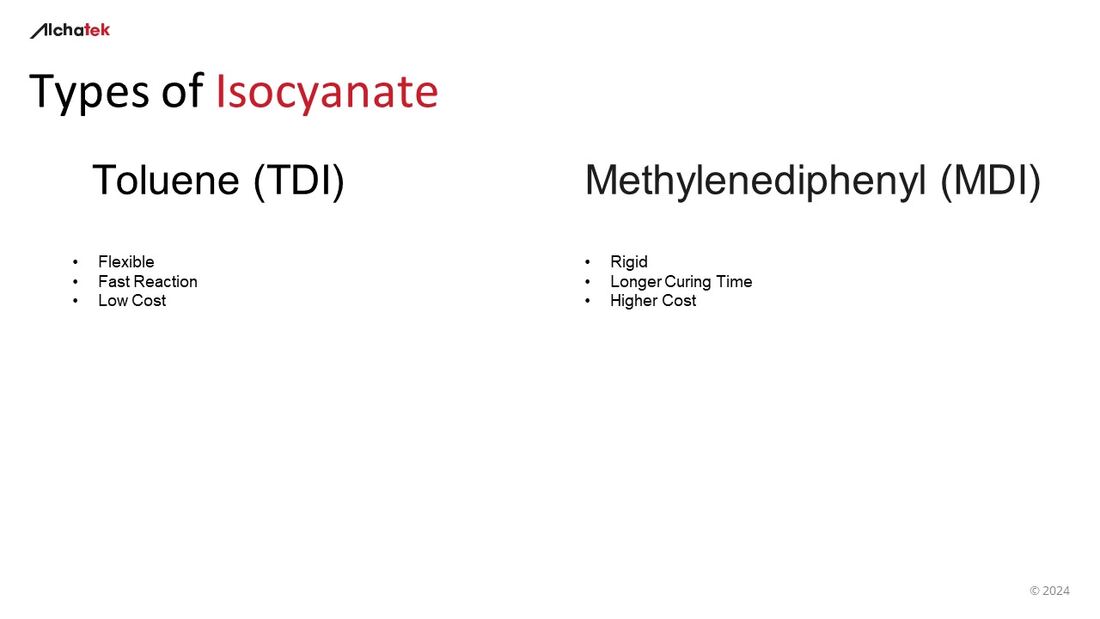
In the Alchatek lineup, only GT-500 and GT-380 are TDI-based — and those are pre-reacted with polyol to minimize free TDI content. Everything else you'll pump is MDI-based. Practical translation: respect all A-side chemicals, and give the TDI-based leak-seal products extra respiratory caution.
Surfactants (surface-active agents) give the bubbles strength while the foam transitions from liquid to solid — they're why a rising foam holds a cell structure instead of collapsing into a puddle. Flip the surfactant chemistry and you can deliberately break bubbles — that's how open-cell insulation foam is made.
Catalysts lower the activation energy of the reaction — they're the throttle on set time, which is why every single-component TDS publishes a catalyst-percentage table and why the equipment modules keep warning you about catalyst ceilings.
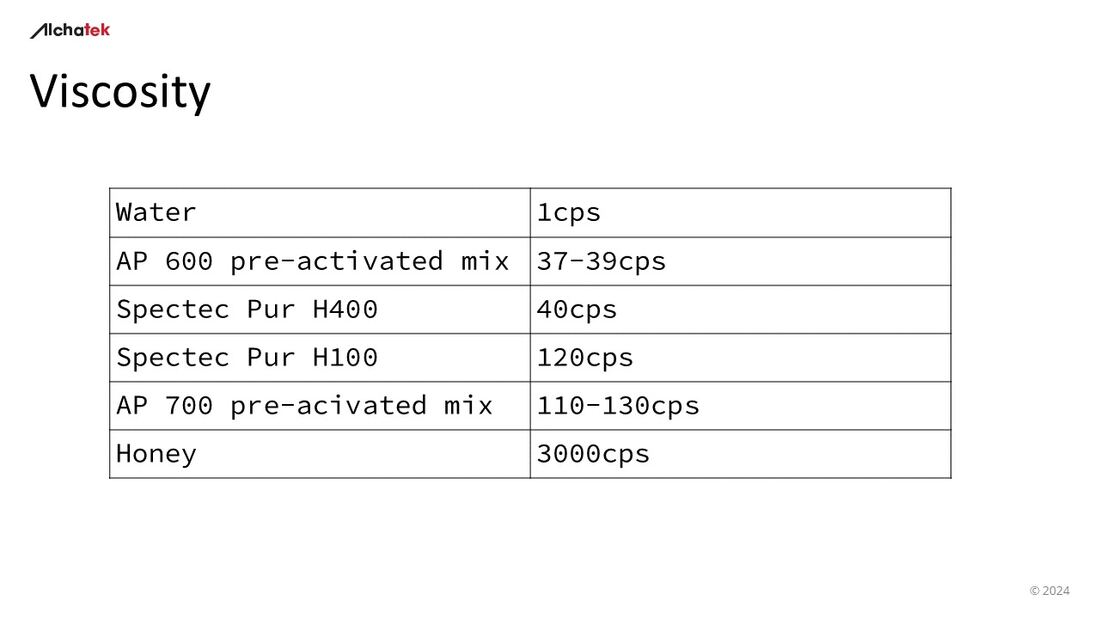
Viscosity is resistance to flow: water is ~1 centipoise, honey ~3,000. On the table sit your tools — AP Soil 600's pre-activated mix at 37–39 cP (close to thin oil, built to soak through sand) up through AP Fill 700's mix at 110–130 cP (more body, more foam).
This is the first number to check when matching product to job: permeating tight sand wants thin; staying where you put it wants thick. The soil stabilization module's 600/700/720 selection logic is this lesson applied.
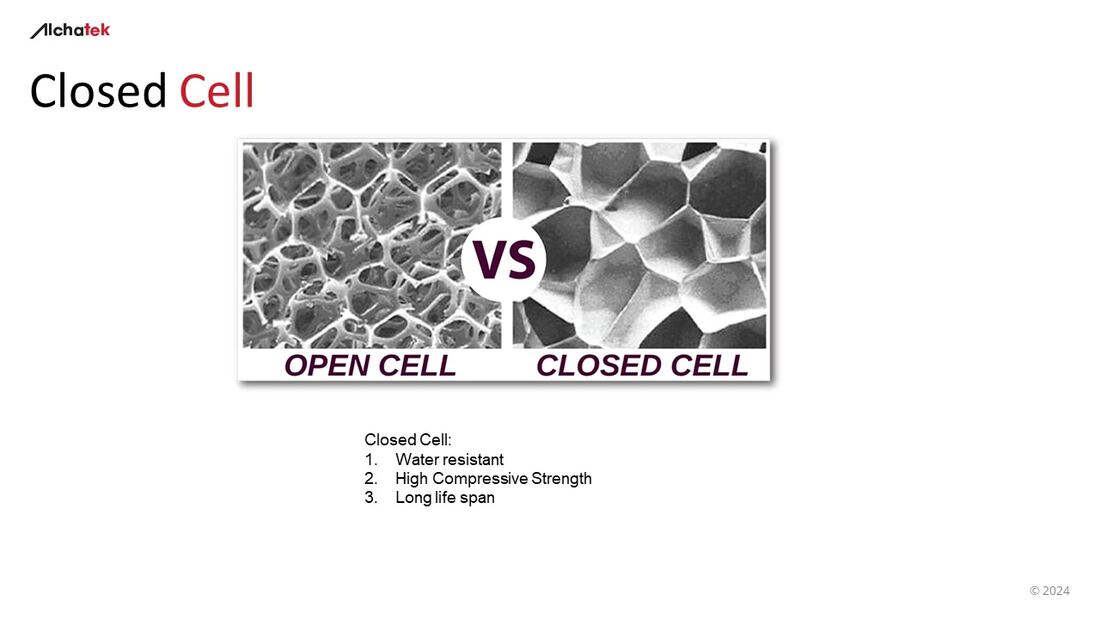
Look at cured foam under magnification and you'll see one of two architectures: open cell — interconnected pores that pass air and water (think insulation and filtration) — or closed cell — sealed bubbles that block water and carry load. Alchatek's structural foams are closed-cell: water resistant, high compressive strength, long lifespan.
How long? The accelerated-aging research cited in training (a Japanese study) puts it at 100 years in soil and 50 years in contact with concrete.
Product mapping: rigid closed-cell for soil and slab work; the flexible family (F-400, GT-350, GT-380, GT-500) for waterproofing, crack injection, and joints that move. Curtain grouting can run rigid products — a curtain is a gasket, not a hinge.

Two words that get misused on job sites. They describe molecular polarity — how the cured material relates to water. Hydrophilic materials attract water (a drop spreads and wets the surface); hydrophobic materials repel it (the drop beads and rolls). It's a spectrum, with hydro-insensitive in the middle — where most Alchatek structural foams live.
The selection rule: constant water presence → hydrophilic (the water keeps the material conditioned and strong). Intermittent water → hydrophobic (it won't shrink when the water table drops). Examples from the leak-seal family: GT-380 is strongly hydrophilic; F-400 is hydrophobic and flexible — proof the two properties are independent.
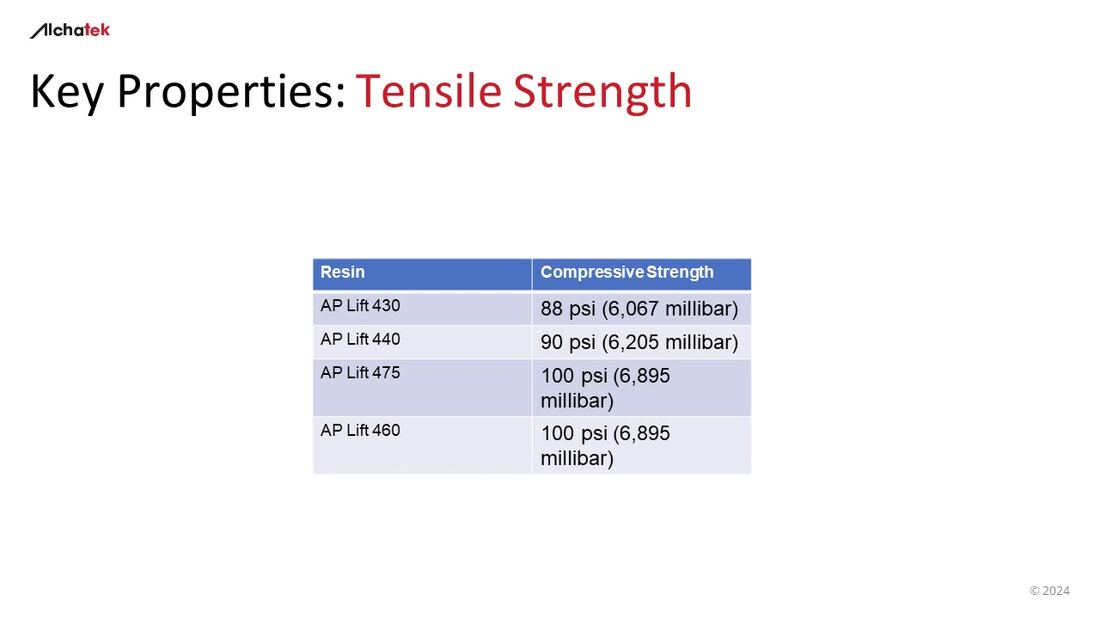
Compressive strength (measured per ASTM: compress a sample to 10% deflection, record the force) is the lifting number. Tensile strength — resistance to being pulled apart — matters when a slab loads unevenly and one zone of foam carries while another stretches. From the TDS: AP Lift tensile strengths run 88 psi (430), 90 psi (440), and 100 psi (475).
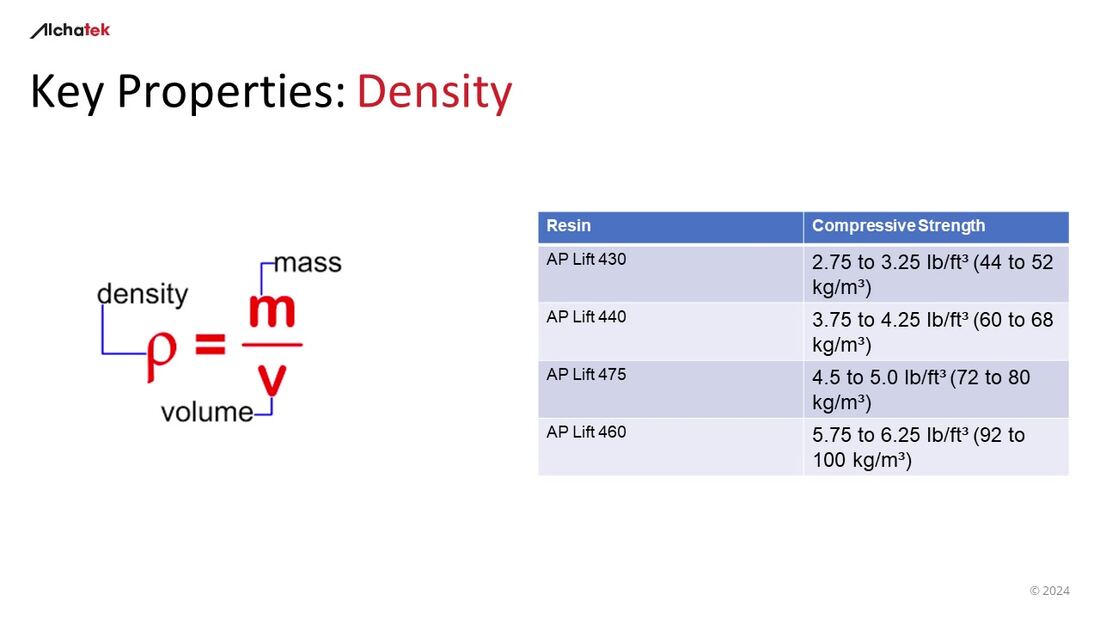
Density is the naming system: AP Lift 430 ≈ 3 lb/ft³, 440 ≈ 4 lb, 460 ≈ 6 lb — and 475 at 4.75 lb is, in the trainer's words, "the one that screwed it all up."
Score at least 4 of 5 to unlock module completion.